Dlaczego gwint walcowany?
Walcowanie gwintów jest obróbką plastyczną w wyniku której nie powstają wióry, natomiast jakość walcowanej powierzchni jest zbliżona do powierzchni po procesie szlifowania.
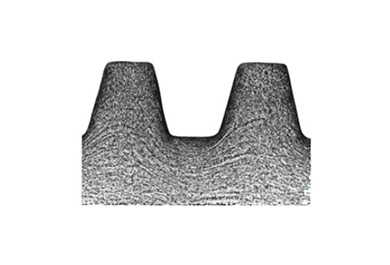
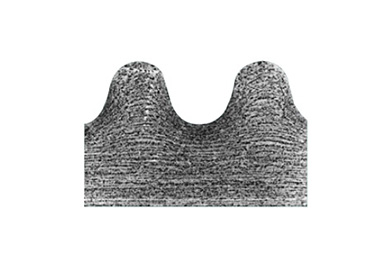
Podczas procesu walcowania gwintów nie dochodzi do przerwania włókien w materiale obrabianym, co ma miejsce podczas obróbki skrawaniem. Dzięki temu następuje powierzchniowe utwardzenie materiału a co za tym idzie zwiększenie wytrzymałości zwojów gwintu na ścinanie, zginanie oraz naciski powierzchniowe. Poniżej przykłady rozkładu włókien po procesie walcowania gwintów o zarysie trójkątnym, trapezowym oraz okrągłym.

W jakich materiałach możemy walcować gwinty?
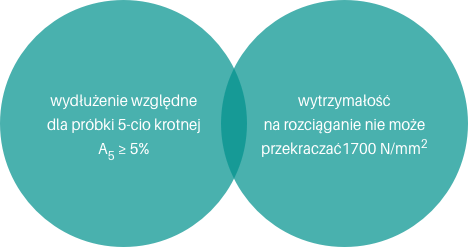
Warunkiem walcowalności materiałów jest jednoczesne spełnienie dwóch kryteriów:

Poniżej zestawienie materiałów
i ich możliwości walcowania
| Grupa materiałowa | Wytrzymałość na rozciąganie [N/mm2] | Symbol materiału | Numer materiału | Walcowalność | Prędkość obróbki [m/min] | |
|---|---|---|---|---|---|---|
| Stopy do obróbki plastycznej | Ogólne stale konstrukcyjne | 500 | S235JRC | 1.0120 | 40-80 | |
| 500-600 | S550GD | 1.0531 | 30-60 | |||
| 750-900 | C50 | 1.0540 | 20-50 | |||
| 630-850 | C45E | 1.1191 | 20-50 | |||
| Stale do nawęglania | 590-780 | C15E | 1.1141 | 40-70 | ||
| 780-1080 | 16MnCr5 | 1.7131 | 30-50 | |||
| Stale do azotowania | 780 | 34CrAl6 | 1.8504 | 20-50 | ||
| 900-1300 | 31CrMoV9 | 1.8519 | 20-40 | |||
| Stale automatowe | 350-530 | 10S10 | 1.0711 | 30-60 | ||
| 360-760 | 11SMnPb30 | 1.0718 | 30-60 | |||
| 590-830 | 32S20 | 1.0726 | 30-60 | |||
| Stale do ulepszania cieplnego | 630-780 | C35 | 1.0501 | 40-70 | ||
| 850-1000 | C60E | 1.1221 | 30-60 | |||
| 1100-1300 | 42CrMo4 | 1.7225 | 20-50 | |||
| 1250-1450 | 30CrMoV9 | 1.7707 | 20-40 | |||
| 1200-1400 | 34CrNiMo6 | 1.6582 | 20-40 | |||
| 1100-1300 | 51CrV4 | 1.8159 | 20-50 | |||
| Stale narzędziowe | 800-850 | X210Cr12 | 1.2080 | 30-50 | ||
| 800-1000 | X130W5 | 1.2453 | 20-30 | |||
| 760-810 | 115CrV3 | 1.2210 | 30-50 | |||
| Stale szybkotnące | 920 | HS6-5-2C | 1.3343 | 20-40 | ||
| 880 | HS6-5-2-5 | 1.3243 | 20-40 | |||
| Stale nierdzewne, kwasoodporne i żarowytrzymałe | 650-730 | X12Cr13 | 1.4006 | 30-50 | ||
| 800-950 | X17CrNi16-2 | 1.4057 | 30-50 | |||
| 650-850 | X14CrMoS17 | 1.4104 | 30-50 | |||
| 500-700 | X5CrNi18-10 | 1.4301 | 35-55 | |||
| 500-750 | X8CrNiS18-9 | 1.4305 | 35-55 | |||
| 500-700 | X5CrNiMo17-12-2 | 1.4401 | 30-50 | |||
| 500-700 | X6CrNiMoTi17-12-2 | 1.4571 | 30-50 | |||
| Staliwo | 380-530 | GE200 | 1.0420 | 40-60 | ||
| 540 | G36Mn5 | 1.1176 | 40-60 | |||
| 1000-1200 | G50CrMo4 | 1.7232 | 30-50 | |||
| Żeliwo ciągliwe | 450 | EN-GJMB-450-06 | EN-JM 1140 | 30-60 | ||
| 650 | EN-GJMB-650-02 | EN-JM 1180 | 30-60 | |||
| Żeliwo szare | 400 | EN-GJS-400-15 | EN-JS 1030 | 30-60 | ||
| 500 | EN-GJS-500-7 | EN-JS 1050 | 30-50 | |||
| 600 | EN-GJS-600-3 | EN-JS 1060 | 30-50 | |||
| Materiały żaroodporne | ≥ 970 | NiCo20Cr20CoMoTi (Nimonic 263) | 2.4650 | 30-50 | ||
| 700-950 | NiMo16Cr15W (Hastelloy C276) | 2.4819 | 20-40 | |||
| Stopy niklu | 580-800 | NiCr15Fe (Inconell 600) | 2.4816 | 20-40 | ||
| Metale nieżelazne | Miedź | 240-300 | E-Cu | CW004A | 40-80 | |
| Stopy miedzi do obróbki plastycznej | 310 | CuZn37 | CW508L (R310) | 40-80 | ||
| 410 | CuZn38Pb2 | CW608N (R410) | 40-70 | |||
| 360 | CuZn38Pb2 | CW608N (R360) | 40-70 | |||
| 430 | CuZn39Pb3 | CW608N (R360) | 40-70 | |||
| Stopy aluminium do obróbki plastycznej | 150-240 | AlMg2 | EN AW-5251 | 40-70 | ||
| 160-310 | AlSi1MgMn | EN AW-6082 | 40-70 | |||
| 220-350 | AlZn4,5Mg1 | EN AW-7020 | 30-50 | |||
| 220-440 | AlCu4Mg1 | EN AW-2024 | 30-50 | |||
| 275-540 | AlZn5,5MgCu | EN AW-7075 | 30-50 | |||
| Stopy tytanu | 390-540 | Ti2 | 3.7035 | 30-60 | ||
| 540-650 | TiCu2 | 3.7124 | 30-60 | |||
| 750-950 | TiAl5Sn2,5 | 3.7115 | 30-60 | |||
| 1030-1100 | Ti6Al4V | 3.7164.7 | 20-40 |
Jakie gwinty i profile możemy walcować głowicami FETTE?
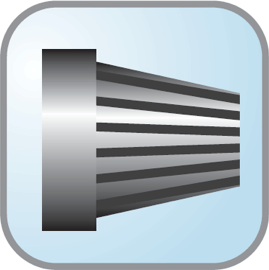
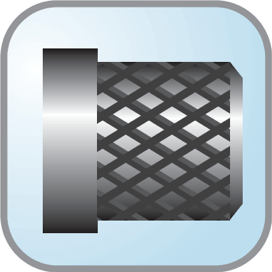
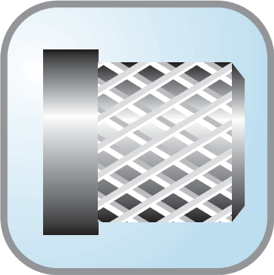
Głowice walcujące firmy FETTE służą nie tylko do wykonywania gwintów, choć jest to ich główny zakres pracy. Za pomocą głowic walcujących można wykonywać radełka, profile, dogładzać powierzchnię, redukować średnicę rur itp. Poniżej przykłady zastosowań głowic walcujących:

Gwinty prawe

Gwinty lewe
Gwinty drobnozwojne
Gwinty stożkowe
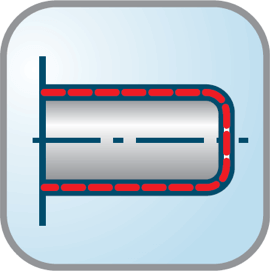
Zaokrąglanie końcówki rur
Dogładzanie powierzchni
zewnętrznej
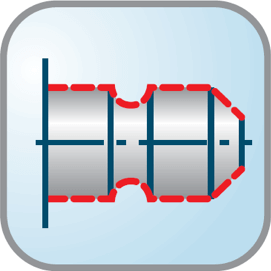
Walcowanie i dogładzanie
kształtowe
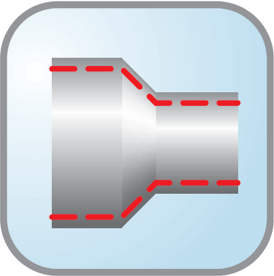
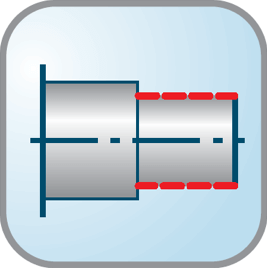
Redukcja końcówek rur

Radełko proste RAA
Radełko stożkowe RAA
Radełko krzyżowe RGE
Radełko krzyżowe RKE

Gwinty o zarysie trójkątnym

Gwinty o zarysie trapezowym

Gwinty o zarysie trapezowym
niesymetrycznym
Gwinty o zarysie okrągłym

Gwinty do drewna

Wielokarby

Jaką głowicę zastosować?
W zależności od obrabianego materiału, rodzaju gwintu, jego długości, możliwości maszyny itp. możemy zastosować różne głowice. Zobacz krótkie zestawienie głowic, porównując ich zakres i możliwości pracy.